A simple flat ring is used to make the connections between the steam pipes and exhaust pipes steam tight. This way of fitting the assembly is easy to insert and adjust. The pipe assembly slides between the flanges, is lined up and the union nut will be tighted. All the union nuts were made of brass rod and have a hexagon of 19 mm. The large union nut is M16 x 1. The small part is M10 x 1 and will fit in to the cast iron cylinder block.

The exhaust pipe was bent from 12 x 1 mm copper pipe .
Two bends are cut in half and then silver soldered together. This sounds more
difficult than it actually is.

Standard copper fittings were used to make sharp bends.

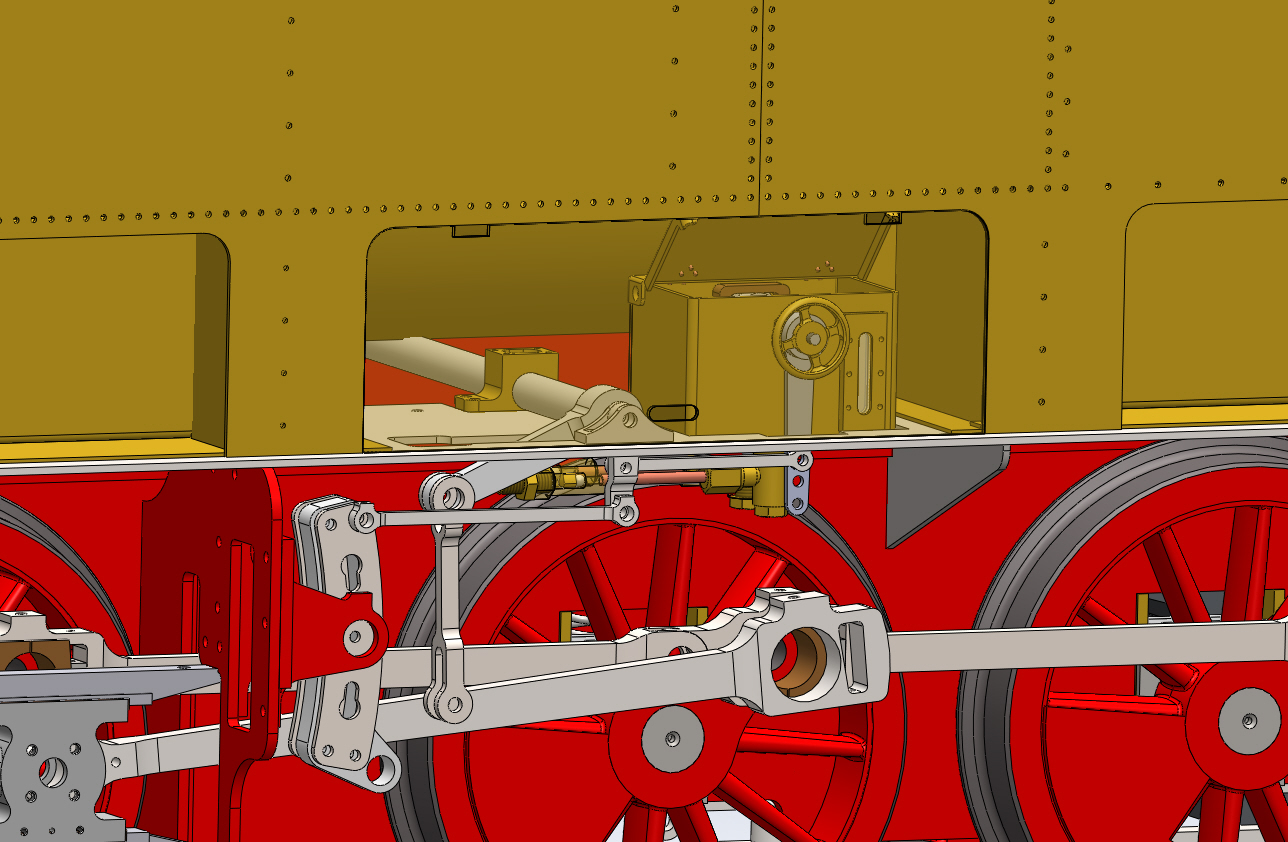
A test set-up for the live steam pipe and exhaust.

An off-set has been made for the live steam pipe. This enables easy fitting inside the smokebox, where space for the wrenches is limited.


The petticoat at the bottom side of the chimney. The chimney is firmly held by 6 M5 bolts. If the engine will be pushed along the track to the steaming bays, the chimney will provide an easy part to hold the engine.

A u-shaped plate on top of the frames will hold the smokebox in position.

A friend of mine had great deal of trouble to get his smokebox
of his new 5" gauge loco steam tight (and keep it that way during initial
steam tests). The problem of sealing the pipes in the smokebox, without the
trouble of making and fixing special formed and cut plates and the usage of some kind of
packing material was solved with custom made brass bushes. To get a flat
surface to take up the steam pipe and blast pipe, large (26 mm) holes were cut in the bottom of the tubular smokebox.

Brass bushes were inserted, over which the pipes will slide. A ring on the steam pipes will just touch the top of these brass bushes and seal the smokebox mechanically.


Adjusting the blast pipe, concentric with the chimney. A long piece of 10mm steel rod was used to gently force the pipe in position. The off-set of 8 mm was determined in Solidworks.

The steam pipe just after silver soldering.

The 'ring' on top of the steam pipe is to be seen just under the screw thread; the top of this ring will just touch the brass bush in the smokebox bottom. This part is screwed in to the main steam pipe, so it can be set to the correct height. Its diameter is a few tenth millimetre smaller than the bore in the bush. This way the pipes and seal slide in position,
when the smokebox is inserted in its place from the top.

The blower ring was build up from two turned brass rings. The exhaust nozzle is standing in the back.

Four small removable jets (1 mm) are screwed in with M3, on the top of the blower ring. They are set at a slight inwards angle of 5 degrees.
Use is made of copper grease. The high copper content will prevent wear and sticking of screwed connections which are exposed to very high temperatures.

A top view through the chimney. The exhaust has an initial diameter of 7.5 mm. The exhaust nozzle is interchangeable. With the aid of a new and very informative book of Wilhelm Wallner "Strömungen von Dampf, Luft und Wasser in Dampflokomotivmodellen" (Nackar Verlag) I have calculated the nozzle diameter and settings of the blower. This German book explains a lot of gas flows in miniature locomotives. It's well written with a lot of practical formulas.

The blower ring in position on the blast pipe. Its
relative high position is correct for this long chimney.

A set-up for soldering a small knee, that will take up the steam pipe for the blower through the smokebox wall.


Ready to take up the main steam pipe.

The
completed 'front end'. The main steam pipe on the left (no super heater
installed; the original locomotive didn't have one either), the blast pipe with
blower and 3 mm. steam pipe for the blower.


The
fire tubes are easy accessed for cleaning with this arrangement. My 5"
'Didcot" has a stainless steel radiant super heater, which is very
difficult to clean. My 3.5" "Mona" had a copper spear head super
heater that burnt out after several years. After a few repairs it was omitted
all together and I did hardly noticed a change in the performance of the
locomotive, except maybe for a slightly higher water consumption.