
The fire door is a typical small round door, found on many branch line locomotives of that time. With a stainless steel plate the complete fire door assembly will be screwed to the back head of the boiler. The door opening is 45 mm.


The door is made of plain carbon steel and was turned on the lathe with several radiused tools to get it in this shape. The door on the original locomotive was casted from cast iron. The four small holes in the door are for secondary air over the fire.

The stainless steel base plate was turned in the 4 jaw chuck and a small recess on the back of it, was made so it can be snug fit to the boiler fire hole.

In the milled reces on the door, a small hinge was inserted and fixed with the three M2 hexagon bolts

The other part of the hinge was made from rectangular bar. This was set up in a four jaw chuck to get a small cup at the top side of the hinge. With the aid of a dial indicator the block was centred.

This cup on top will have a small groove that will act as a catch for the door handle.


The surplus of material was milled away.
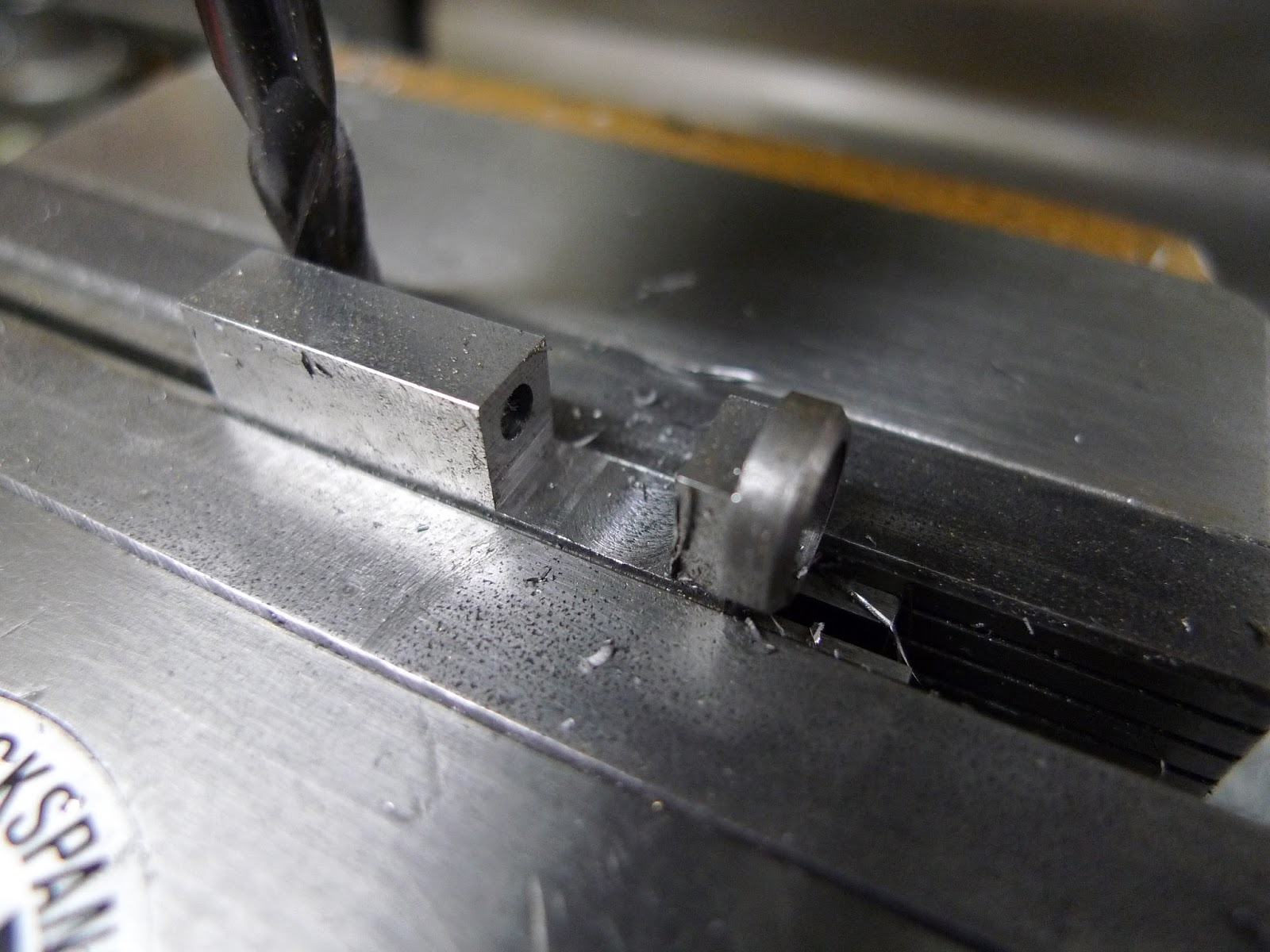
The recess for the hinge was milled with a 6mm endmill

The almost finished part of the hinge; only fixing holes to be drilled and a groove in the cup for the door handle


The set up for the door. A small screw can be seen at the back of the door hinge; this will lock the hinge pin.

The door handle is filled from 2 mm steel plate. On top of the hinge pin a bush is taking up the handle. A small 2 mm reces in the cup will keep the door locked in position.

The door temporary fixed on the boiler

A 1 mm stainless steel fire door back plate was spun in the lathe.

For the spinning of the plate a tool was made. This is nothing more than an old ball bearing pressed on a bar, which is hold in the tool holder.

Two former blocks hold the plate in place while spinning. This spinning is done at approx. 250 rpm

The spon plate.

Fixed on the door. The secondary air will first hit the hot plate, before entering the firebox.

The finished door is burned in old motor oil. This will leave a black coating on the door which is fire resistant.

Only the door handle grip is polished. The wide fire hole makes the grate visible; even when looking from above. Checking on the fire while driving the loco should be a bit easier this way.













