

So I decided to make both domes from sheet metal; brass for the simple parts and copper for the parts that would need a lot of forming.
I started with the sand dome. On the real locomotive this is a storage for sand (nicely keept warm and thus dry) for the sanding gear. Sand that can be dropped via pipes on the rails, just before (or after when driving backwards) the wheels when the rail is wet or greasy. This way slipping of the driving wheels, which could occur when starting a heavy train, is minimized.
On my model locomotive this dome will cover the filling bush of the boiler and this bush will also act as a top-feed.

With the aid of a bar, on which I milled a radius, a set-up was made in bending machine with which the brass plate could bend with round corners.

The part (70 x 35 mm) fitted on the machine, without to much trouble.

If correct measuring and set-up in the bending machine, the two halves turn out identical.
This is not difficult to make, but measuring and inserting the brass sheet in the machine takes some time. (small strips of the same thickness and width were used to determine the correct position of the bending line; so the final width would be 70 mm)

A small strip was soft soldered in position and afterwards riveted with some 1 mm copper rivets.

The bottom was rolled on the bending rolls and after filing a reces on the body the parts were soldered. A big soldering iron did the trick.

The bottom was opened out, so it would fit over the filling bush.

This is the top feed on my 5" gauge 14xx class engine. This system works fine, so I wanted to copy this on the T3.

A bit of a puzzle to bend the pipes, and cutting a reces in the side of sand dome.

Although a double bend, I hope the 5 mm copper pipe will be suitable as the injector feed pipe.

A piece of 1 mm brass for connecting the pipes to the sand dome.

Small stubs were silver soldered to the plate and on the right side an operation lever was made.

A forming block was turned of a piece of aluminium, so the lid of the sand dome could be shaped. The lathe tool was repositioned for every cut by rotating the tool holder, so a large radius could be made.

The square dimensions are the same as the body, minus two times the sheet thickness.

The radius was filed by hand, and measured with a radius gauge.

A wooden cylinder was used to form the 2 mm annealed copper plate. Although brass could be used as well, copper is a little bit easier to work.

It took serval heatings with the blow torch (annealing = softening) the copper, before the final shape could be formed. Forming is done with a plastic hammer; easy does it, to much deformation in one go and folds will occur that are hard (if at all) to remove.

The final shape.

Small hinges were riveted and screws.

Finished. It took about a week (the evenings) to make the sand dome.

For the steam dome, a friend of mine suggested to make this of sheet metal as well. This means that some former 'plates' were needed. So I started with the former for the base of the dome. With the boring head set to the boiler radius the first curve was cut.

A 92 mm hole was bored for the dome lower diameter.

The fillet between the base and the boiler, drawn in Solidworks with just a click of the mouse, takes some time to file by hand.

With some patience, carefully measuring the fillet several times during the filing process, the former was nearing completion.

With a smooth file and sandpaper, and the final measuring with the 3D printed dome base as a gauge, the former got it final shape.

A nice fit.

Bending the copper plate on the bending rolls.

A hole of about 55 mm was cut, so that the forming (hammering) process could start.

Half way through the process.
A first test fit on the boiler cladding.

Cutting of the corners and further filling and grinding the circumference to shape.

The final pass on the former. It took more time to make the former than making the actual copper dome base.

Part one, the base is finished.

The middle part of the dome was rolled, but this was done with a slight taper of 2 degrees. Parallel would have been a lot easier, but the real locomotive has a taper dome. In the Solidworks drawing I've drawn a parallel and taper dome to compare; a taper of only 2 degrees does make a difference in the appearance of the locomotive.

A v-shaped cut was made, so the 2 degrees taper and the diameter of 92 mm could be made.

The middle part after silver soldering together.

The base and middle part soft soldered together. (an inner ring of sheet metal was used to connect the two parts)

The last former needed; for the dome top.

Again starting from 2 mm flat sheet.

Cutting the corners.

The plate ready to be heated.
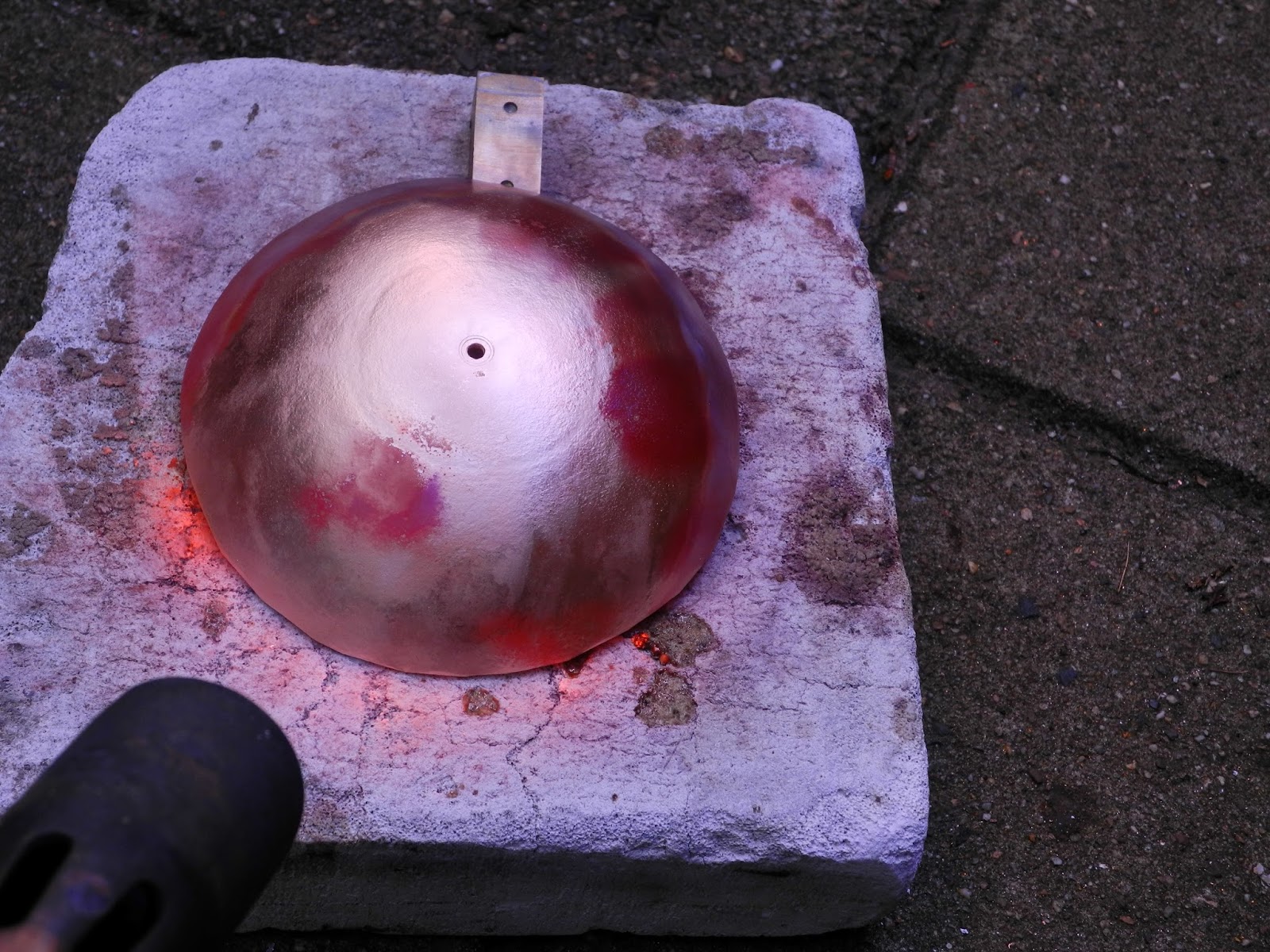
It took more than 20 heating passes, before the dome top got its final shape.

The finished dome. Even if a plastic hammer is used, one can't prevent that some hammering marks appear on the copper plate. Some filing and sanding is needed to get a smooth surface finish.

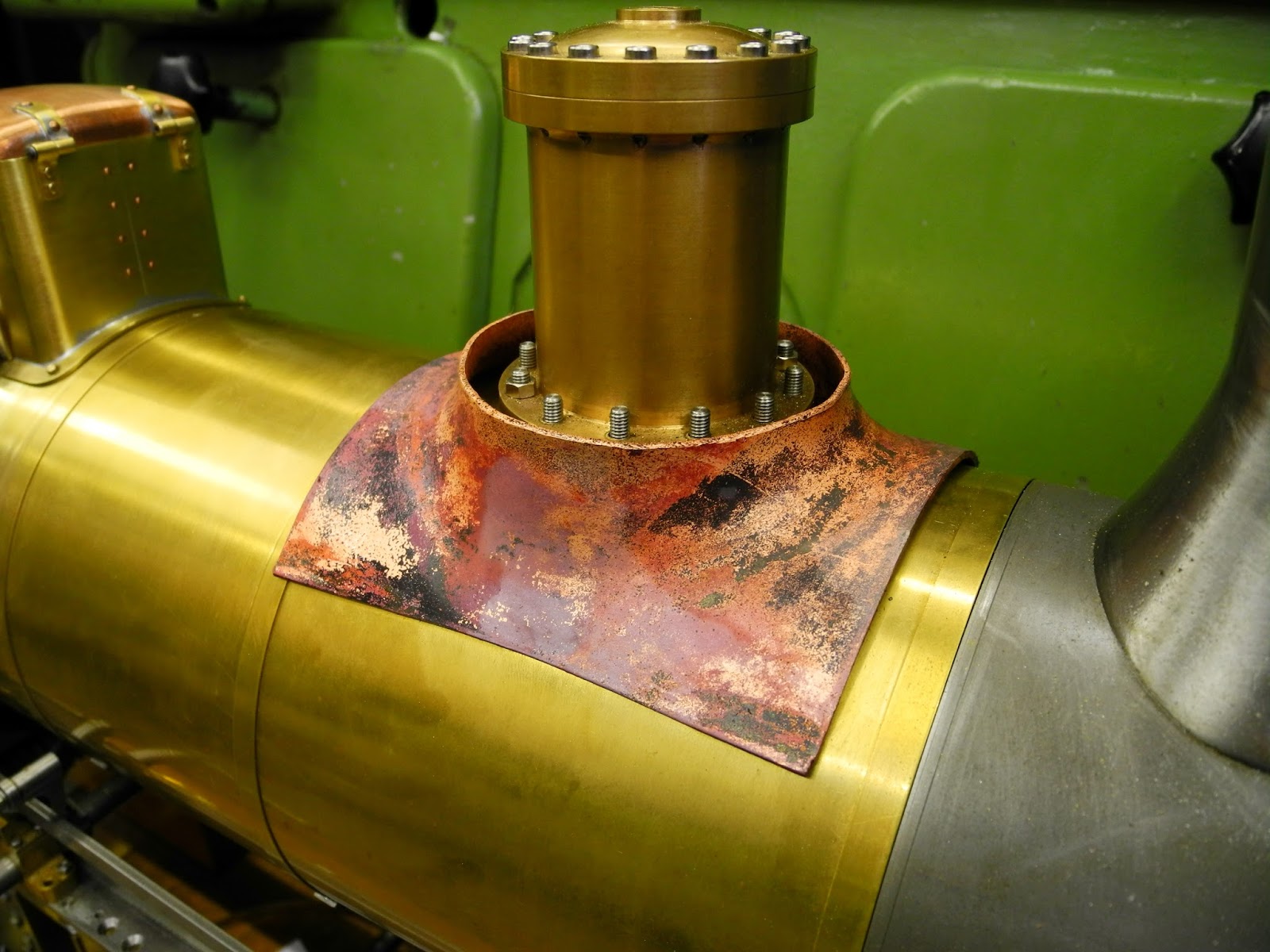
The two domes together on the boiler. After all these years of building, the appearance of boiler changed a lot.

The oil check valve on top of the dome, for the regulator.

These details give the model the finishing touch; or the cherry on top.

The aluminium formers needed to make the domes of flat sheet metal into 3D products.

The top plates of the water tanks, coal bunkers and spectacle plate finished to the dimensions of the boiler cladding.


