The wheels were the next thing to "make", or rather machining them. I'm a member of a German Live Steam forum, that is mainly about locomotives and wagons on the bigger gauges (5" and 7¼" gauge).
I've posted the progress of this Klappedeckelwagen on this forum and on one of the photos the wheel castings I had for this wagon were visible. These are wagon wheel casting with 8 straight spokes. Not exactly the correct shape for this German wagon. Some tips were given about the correct pattern for so-called V-spoked wheels.
I even got an offer from forum member Kristian who could make castings from 3D printed patterns (for every wheel a new pattern is printed) at a local iron foundry in Brno. The material is C45 steel and the investment casting method (also known as the lost wax casting method) is used to cast them. The main advantage of this method is that no drafting angle is needed on the pattern and undercut is no problem. For this wheel with straight spokes, this is a perfect method.
This help was of course accepted and at the beginning of 2022, I received the castings from the Czech Republic. As this is within the European Union this makes importing relatively easy.
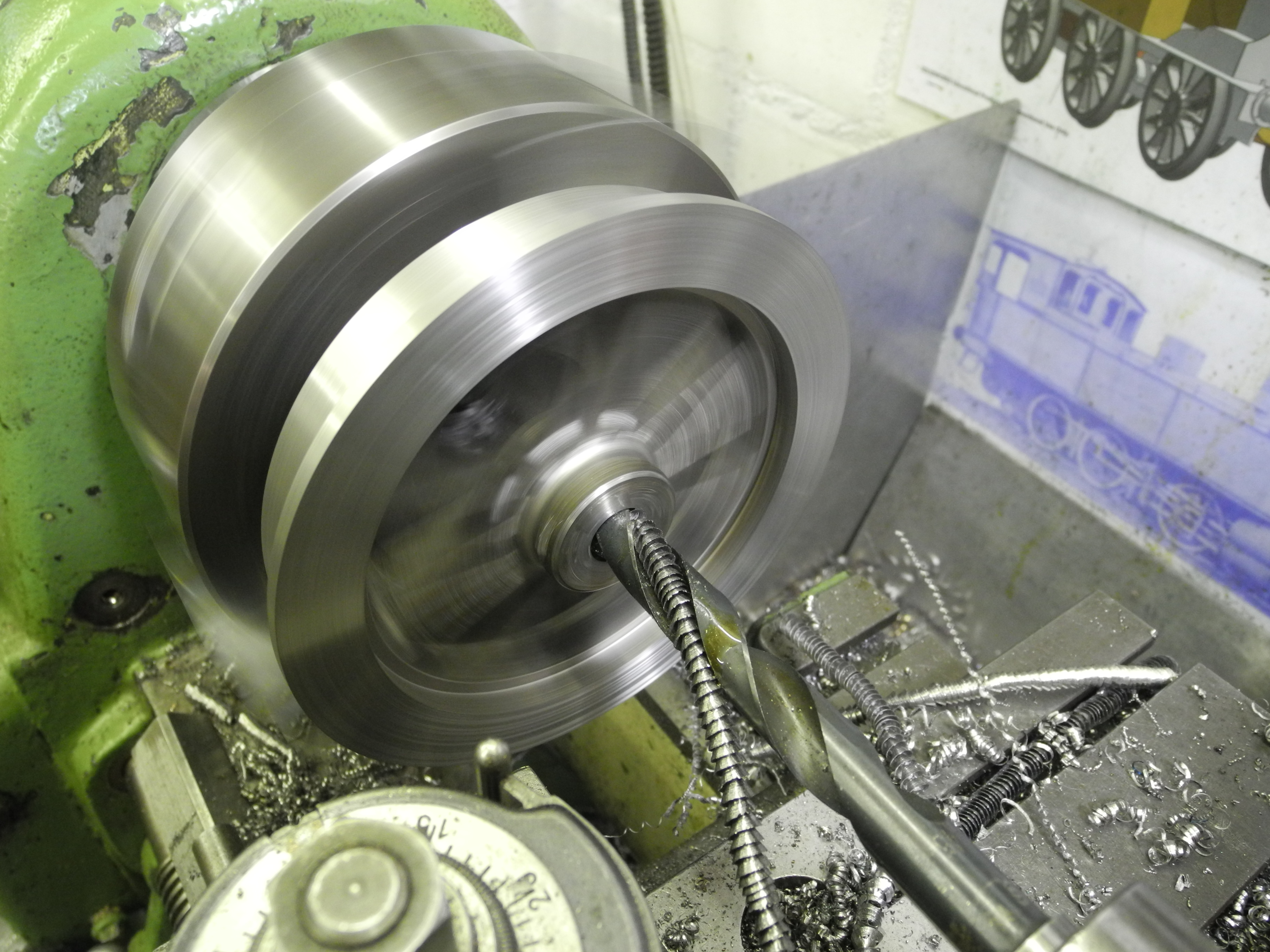
The machining of the wheels is a job that takes some planning of the cutting operations but is not really that difficult. The size of the wheels (130 mm on the tread) and the C45 steel, made a low cutting speed necessary. For me, this is one of the bigger jobs of turning, when model engineering.
I started with a tool with carbide insert plates and a speed of 450 rpm. This worked fine and the chips came off hot (sometimes even blue) and gave a very smooth and shiny surface. Although a nice appearance, it didn't look like the surface finish on real wagon wheels, and in my opinion, it looked more like wheels on an H0 model.
So I switched back to using a high carbon tool steel. These I can grind myself to shape and it gives a more dull surface finish on the wheel. Therefore the cutting speed had to go down to 140 rpm, so taking some more overall time to machine. However, in one weekend it was possible to machine all the wheels 😀.
I've ground the remains of the sprues off. With these sprues, the wheel pattern was attached to the casting tree. Removing them makes cutting a bit easier on the lathe tool and lathe. The cut is then more continuous from start.
Starting with the backside, so I could get a reference plane to start measuring the width of the wheel.
Then the front was faced and the diameter had its first cleaning up.
Once reversed again, it was turned to width, drilled, bored out with a boring tool, and reamed.

A mandrel was made and set up in a collet.
The front side and rim could now be made to size. The tread is made 3 degrees conical.
The dimensions are according to international standards. (This diagram is to be found on the website of the
DampfBahnClub Deutschland, but on many Live Steam websites you'll find similar tables.)
Only a few wheels, but a lot of chips. Clearing them from the lathe in between was necessary.
At 20 degrees angle, the side of the flange was cut. Using a mandrel makes it possible to do every operation on each wheel. Leaving the tool setup in the same position and changing the wheels in between.
The HSS radius tool, for finishing the flange. The left and right sides can be cut by using both sides of the tool in one operation.
The last finishing cut.
The wheel sets on their axles. Very nice castings indeed!
They will be glued to the axle (Loctite 601).
The roller bearing (6202 RDD) (15 x 35 x 11 mm), is fixed on the axle with a small brass cap. Of course, smaller bearings would do also for this wagon (no passengers will sit on this wagon), but I had these in stock and they are the same as used for the open Omk wagon and the Beer Kühlwagen.
The wooden floor was also made. This is made from a 6 mm MDF plate (from an old cupboard), on which planks are glued.
The planks are cut from old wooden window blinds from my daughter's bedroom.
Again recycling is used to get material for making this wagon. 😎
Leaf springs are the next thing that is on the list to make, to get the wagon nicely sprung and on the correct height.








{kind=link}















