

The axle boxes are the so called split type. The upper bearing is made from bronze, the lower part from brass and the axle box from mild steel. Of course everything could be made of bronze, but I had no material available in this size. One could ask if the split bearing type is necessary, but I would like to able to remove the bearings, without removing the wheels from the axle. I must state that I’ve this type of axle boxes on the “Mona” (3.5” gauge) and “Didcot” (5” gauge) as well………and I had never to remove the boxes jet.


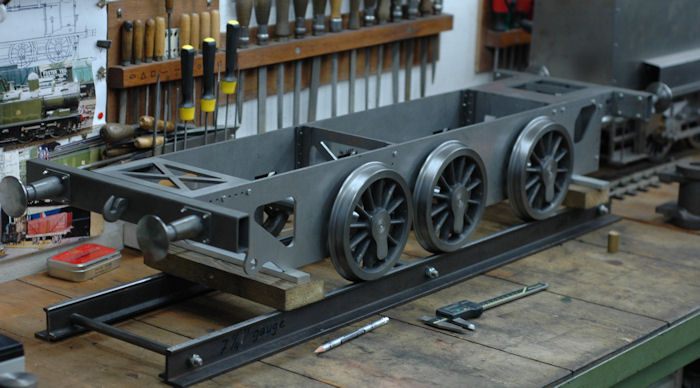
Due to the relative small wheel diameter (138mm) there is not much ground clearance for the spring hangers. If I would use the same design as with the Mona and Didcot, there is a possibility that in case of a derailment (not uncommon on 7.25” gauge ground level track I’m told) that these spring hangers would get seriously damaged.

I could have made a design with the springs on top, but that would coincide with the boiler.
So I’ve drew up a system on which the springs are positioned inside the frame beside the axle box. The springs are fixed between a bar on top of the horn blocks and one bar below.
So I’ve drew up a system on which the springs are positioned inside the frame beside the axle box. The springs are fixed between a bar on top of the horn blocks and one bar below.


Milling of the horn blocks from square brass bar.
This construction is quite strong and the lower bar acts like some kind of skid plate in case of a derailment.


Tribology theory taught me that it is unwise to feed the oil to the axle on the top. There is a hydrodynamic lubrication: This form of lubrication occurs more or less naturally in properly finished, sized, and lubricated holes and shafts. Essentially, rotation of the journal causes it to drag lubricant into a wedged-shaped channel generating a load-carrying pressure. The lubricant in this wedge creates sufficient pressure to keep the journal riding on the oil film. This form of lubrication is generally preferred because it is simple and dependable.
An oil feed hole on top would partly destroy this build up of pressure. So why use it anyway? There is a quite simple explanation, I found in a reprint of an old German locomotive handbook.
Indeed the oil film build up of pressure is not as good as it could have been, so most of the wear of the bearing would take place on the top………just were you want it. The locomotive “would sink deeper in the bearings” and that is easy compensated by the springs. The wear over the horizontal line of the bearing however will be less, because the oil film is there not interrupted by an oil feeding hole. And exactly on that position are, on a steam locomotive, the greatest forces due to the movement of the driving rod and movement it translates from the piston to the frame.



The manufacturing of the axle box is a straight forward milling job.

The boring of the hole for the axle was done in the lathe. The set up for machining this hole was done in the 4-jaw-chuck. To get the hole exactly in the middle, a small pilot hole was first drilled in the milling machine (with the aid of an edge-finder this is precise and quick). Once the job is transferred to the lathe, a fixed centre point is put in the pilot hole and the centre is supported with the tail stock. A dial test indicator is put on the centre, and by adjusting the jaws the reading of the indicator can be set to zero.

The hole for the axle is on this loco 22.04 mm. First the hole is drilled up to a diameter of 20 mm. The last 2 mmare turned with a boring tool. Reaming is also possible, but I didn’t had a parallel reamer in this size and find that the lathe boring tool gives a better and more controled finish.



A simple set-up for pressing the hinges of the oil cover.

The mild steel plate is only 0.75mm thickness and is cut from the housing of a dvd-rom player

All the parts ready for assembly.


























+.jpg)












{kind=link}
{kind=link}