The brake system consists of several parts:
brake hangers, brake blocks, hanger brackets, cross rods, pull rods and a brake
lever in the cab. It's a rather simple affair because the real locomotive was
designed as branch line loco derived from a Prussian Class T3 of the year 1882.
So no high tech compensation system or even steam brakes. All was hand
operated but the set-up off the lever mechanism in the cab was done in such a
way that the maximum brake power never exceeded the adhesion force of the
loco; an early type of anti-lock brake system (ABS)

I first started with designing the brake system in Solidworks. These drawings provided the data for the CAM-system which in turn generated the CNC-code for my milling machine.

This was one of the first programs I made for my new milling machine but it took more than a year before it came to production...........as always several other parts of the loco were made first and took more time than originally planned.

The production of one evening.

For bending the brake hangers a simple tool was made. A locating pin made sure that all the bends were at the same location.

The bending was done in one go; these photos show the 2 mm offset

The vice, complete closed.

Two hangers together. The locating pin in the bending tool is visible. The two parts are silvered soldered. cleaning up (by hand) after soldering took more time than making the parts.

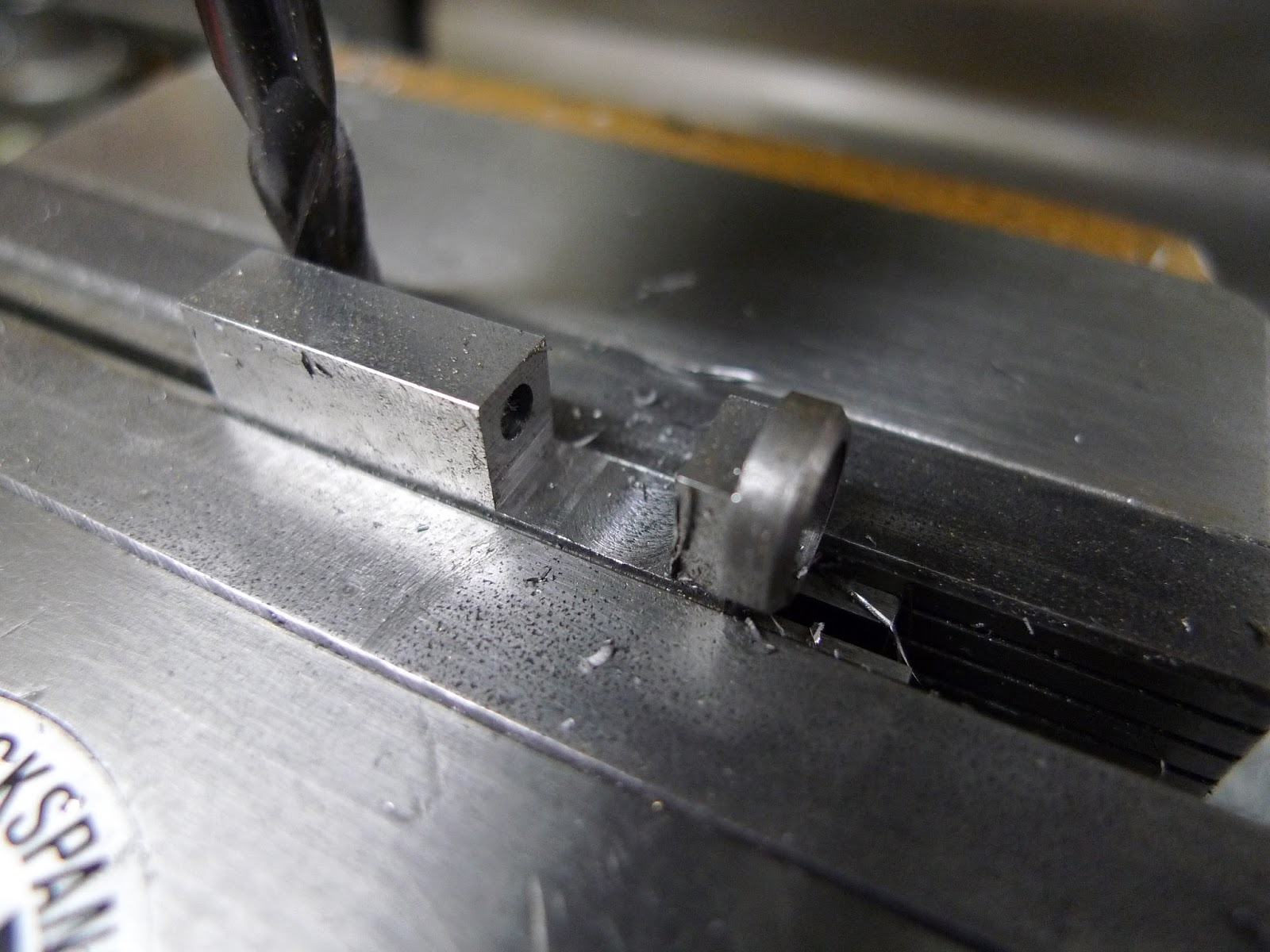
The brake blocks were made from mild steel. With the boring head in the milling machine set to the wheel radius, and set-up under an angle of 3 degrees (wheel profile), the first shape is cut.

The finished wheel profile against a fixture, so that the holes for fixing the blocks in the hangers could be drilled.

After milling a recess the next step is made in the fabrication of the four blocks. Although the loco has 6 wheels only the last four are braked.

The boring head is set to a different radius so the shape of the block could be cut.

This was done at both sides of the material.


Half way there.

The CNC milling machine is used again to cut the outer profile of the brake blocks.

The last millimetre was cut by hand. This method made it possible to get a sturdy set up in the milling machine and use the drilled holes as an easy 'zero-point' for the CNC program.

The complete blocks and hangers on a real brake shoe of a German steam locomotive (Baureihe 23).

The four blocks with the locking pin. On the right you see the first test part of the CNC-program milled in plastic. This was done when my CNC-milling machine was just finished in February 2013.

The hanger brackets were milled from a solid piece of mild steel.

For easy set up in the vice two hangers are made side by side.

The radius was made the old fashion way: with filing buttons which were used as a guide for filing the radius by hand. This could be done by CNC, but because there are only two parts it's quicker by hand.

A test fitting for the front hangers.

For the brake lever in the cab I had only a few photos I've made in the museum to work from. It consist a toothed ratchet system. The ratchet was cut with a dove tail cutter and dividing head.


Brake on position. Brake off position.
A 30mm square tube was cut in half and silver soldered to a base plate. The lever with contra weight will operate the pull rod.
The ratchet system with catch pawl


The complete set up in the rear of the cab (which is dismantled).

The brake hangers in position on the chassis.

The cross pull rods were build up from two end pieces and a strip in the middle.

In these holes the pulling rods will be mounted. There are no compensation levers, only simple threaded pulling rods

A completed cross rod.

The last part; the brake shaft which connects the pulling rods with the cab brake lever.

The locomotive on 23 March 2014, at our annual model engineering exhibition at Loon op Zand:
with the brakes fully applied!